Кузнечное производство стало применяться человеком много веков назад. Самыми первыми инструментами для ковки были молот, наковальня клещи. С процессом механизации в 16 веке стали применять механические рычажные молоты, из-за отсутствия электроэнергии применялись падающие молоты. В 1842 году изобретатель Джеме Несмит построил первый паровой молот, а в 1846 году изобретатель Армстронг — первый паровой гидропресс.. В том же XIX веке начали применять приводные механические и пневматические молоты, получили развитие кривошипные прессы и другие кривошипные кузнечно-штамповочные машины.
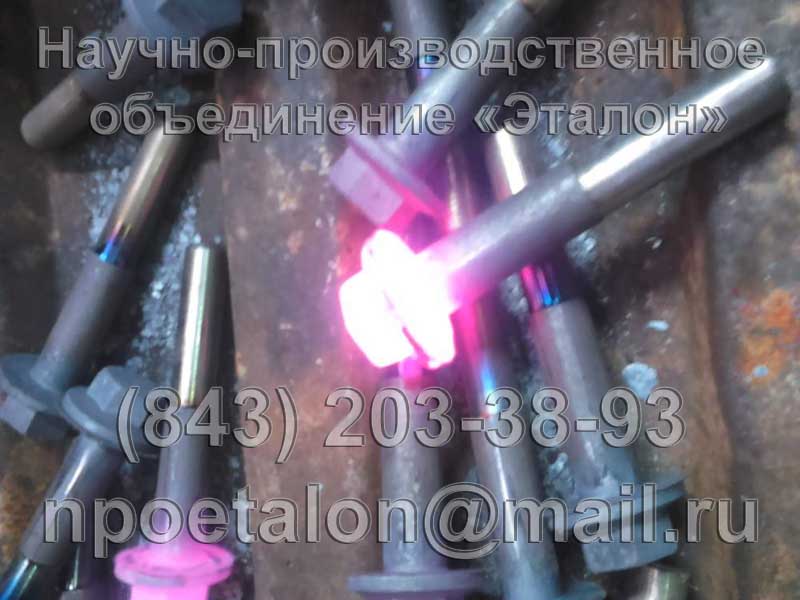
Горячая объёмная штамповка — это вид обработки металла давлением, при которой формообразование поковки из нагретой до ковочной температуры заготовки осуществляют с помощью специального инструмента — штампа. Течение металла ограничивается поверхностями полостей (а также выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую полость (ручей) по конфигурации поковки. В качестве заготовок для горячей штамповки применяют прокат круглого, квадратного, прямоугольного профилей, а также периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине. Горячая объемная штамповка производится после нагрева заготовки в печи до температуры 13000С, а затем подается на ковочные вальцы для предварительной штамповки, после чего получившуюся заготовку кладут в ручей кривошипно горяче штамповочного пресса при температуре 1280 – 7500С



По сравнению с ковкой штамповка имеет ряд преимуществ. Горячей объёмной штамповкой можно получать без напусков поковки сложной конфигурации, которые ковкой изготовить без напусков нельзя, при этом допуски на штамповочную поковку в 3 – 4 раза меньше, чем на кованную. В следствии этого значительно сокращается объём последующей механической обработки, штамповочные поковки обрабатывают только в местах сопряжения с другими деталями, и эта обработка может сводиться только к шлифованию.
Применение объемной штамповки оправдано при серийном и массовом производстве. При использовании этого способа значительно повышается производительность труда, снижаются отходы металла, обеспечиваются высокие точность формы изделия и качество поверхности. Штамповкой можно получать очень сложные по форме изделия, которые невозможно получить приемами свободной ковки.
Наиболее широко штамповка распространена в машиностроительной, авиационной, автомобильной, железнодорожной промышленности, где производство носит крупносерийный и массовый характер.
Наше предприятие имеет возможность не только поставлять заготовки для окончательной обработки, но и выпускать готовые к установке изделия такие как: болт закладной М22х225 удлиненный, болт поддерживающий клина тягового хомута 106.00.006-0, болт контррельсовый СП-237, болт стяжка С-4 а так же изделия на заказ.
Контакты: 8 (917) 922-23-22; 8(917) 922-24-22
Отдел продаж: npoetalon@mail.ru
Режим работы: ПН-ПТ с 8.00-17.00.